

Denna svårlärda metod bygger på att man i en svarv sätter upp en rund plåt (rondell) och en form att trycka den emot (patron). Materialet bearbetas sedan med ett handhållet verktyg, tills den når ned till formen. Kraften skall fördelas jämnt, annars brister lätt metallen. Vid mer avancerad tryckning, används formar som enbart ger stöd vid mindre partier. Ofta får man trycka delar i flera steg, med olika verktyg.
På bilden ovan är A svarvens transmission, B är formen (patronen) man skall trycka emot. C är ett mothåll (försättare) som håller plåten (rondellen) fast med tryck emot formen. Detta tryck skapas av dubbdockan, vars axel kan ses som D. Nummer 1 till 5 är sedan plåtens olika stadier på vägen mot ett föremål.
![]()
afTRYCK
Det som nu följer är hämtat från programmet afTRYCK, som du kan ladda ned HÄR. Det är valda delar som visas, vilket innebär att det inte finns något direkt länk från en bild till en annan.

HISTORIA 2
På mera säker grund kommer vi om trycksvarvning knyts till Romarriket. Man lär ha tryckt de legionärshjälmar som var av mässing, järn ska ha varit för tungt att arbeta med. Det kan också bero på med vilket kvalitet
man lyckas framställa plåt. Tryckning kräver bra material. Från början lär väl hjälmarna ha tillverkats genom drivning. Eftersom det var en massproducerad artikel, så var nog tryckningen ett stort steg framåt.
Det är känt att romarna drev andra maskiner med hjälp av vattenkraft. Så rent teoretiskt skulle tyngre tryckningar kunnat ha utförts, med sådan drivning.

HISTORIA 9
När vi nått fram till industrialismens dagar så möts vi av den från ovan drivna flatrems-svarven. Den var en produkt av 1800-talet, men hängde med en bra bit in på följande sekel. Anledningen till att man använde en centralt placerad kraftkälla och sedan fördelade kraften genom transmissioner i taket, var helt enkelt kostnadsskäl. Elmotorer,ångmaskiner eller explosionsmotorer var dryga investeringar.
Bilden visar spindeldockan med olika stora remskivor. Från vald löpte flatremmen upp mot högre höjder. Närsystemet blev föråldrat så byggdes en del svarvar om och fick egen elmotor.
TRYCKNING 4
När en rondell (plåt) sättes upp i svarven hamnar den nästan alltid lite snett. För att justera detta så släpper man något på dubbdockans tryck, samtidigt som man knuffar rondellen till centrerat läge. Här kan man använda en stålstång eller dylikt.
För att minska friktionen behöver sedan materialet smörjas något. Ett bra smörjmedel ska vara tillräckligt fast så att det inte stänker. Är det för fast kan det klumpa ihop sig, vilket inte heller är bra. Mindre är ofta bättre än mer. Aluminium är förhållandevis lätt att trycka men har en knepig egenhet. Metallens strävhet gör att den lätt degar. Dvs. materialet flyttas under tryckningen och bildar små kullar o dalar. Patroner av aluminium kan av denna anledning vara olämpliga.
TRYCKNING 10
För att tillverka former som inte kan tillverkas i ett steg, får man byta verktyg och fortsätta processen. Man har då tryckt en del som kan träs över nästa patron. Denna kan vara delbar eller avsedd för "tryckning i luften". Med det senare avses att man till större eller mindre del arbetar utan stöd av underliggande form (patron).De ytor som redan fått sin slutgiltiga form behöver inte arbetas vidare.

UTRUSTNING 1
Trycksvarven är mera lik en kraftig träsvarv, än en ordinär metallsvarv. Utmärkande drag är en rejäl dubbdocka samt det lite speciella anhållet. Det senare har en rad med hål, vilka är till för en flyttbar sprint. Denna används som stöd för de handhållna verktygen.
Bilden visar en svarv med:
1- Spindeldocka/Transmissionshus
2- Patron (form att trycka emot)
3- Försättare (Håller plåten med tryck mot patronen)
4- Dubbdocka
5- Anhåll

UTRUSTNING 10
För att vika tillbaka en kant och därmed göra den tex. runt fyllig, så används ett vikstål. Dessa kan göras fasta eller vara försedda med en rulle. Bilden visar enbart den yttersta delarna av verktygen. Den högra har en rulle som är lagrad på en genomgående axel. Vid arbete så roterar den med kanten på materialet.
I övrigt så har dessa verktyg ett trähandtag ungefär som på tidigare nämnd utrustning. Man kan vika en kant med bara ett vanligt tryckstål eller med en träbit. Men kvaliteten blir nog bättre i längden med ett verktyg avpassat speciellt till detta.

SUPPLEMENT 1
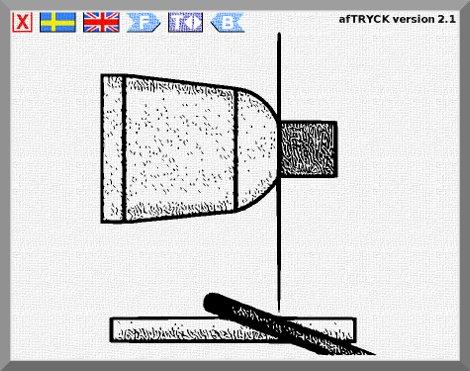
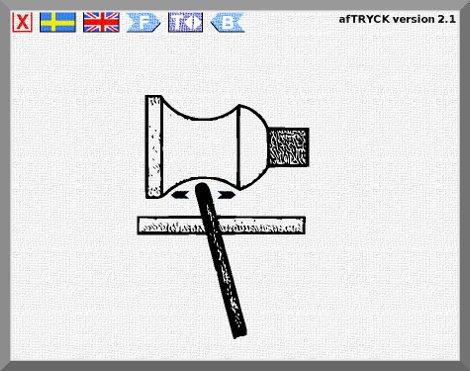
Olika former gör jobbet mer eller mindre enkelt. Cylindern ser kanske inte svårare ut än konan, men är det, om man har höga krav på ytan. Detta beror på att det är förhållandevis lätt att se ojämnheter på en rak detalj. Konan är också lite lättare att trycka, beroende på att man får mer och mer stöd, ju längre fram i arbetet man kommer.
Korta former med stor anläggningsyta mot patronen är egentligen bland de enklare. Beroende på plåtens dimensioner kan de dock vara tunga att jobba med.
ORDLISTA SVENSKA-ENGELSKA
Aluminiumplåt - Aluminium sheet
Anhåll - Toolrest / -post
Avgradning - Deburring
Blankpolering - Smooth grinding
Bägare - Cup
Centreringsverktyg - Centralizer
Chuck - Jaw
Dra fast - To tighten
Driva - To batter
Drivaxel - Axelshaft
Dubb - Centre
Dubbavstånd - Centre distance
Dubbdocka - Tailstock
Dubbhöjd - Pitch of centre
Dubbhöjd över prisma - Centre height over bed
Egg - Edge,Lip
Falsfog - Lapjoint
Fas - Bevel
Fläns - Flange
Fog - Lap,Joint
Friktion - Friction
Förnicklad plåt - Nickle clad sheet
Försättare - Follower
Glapp - Play
Grad - Burr
Grovgänga - Coarse thread
Gänga - Thread
Gängstigning - The lead of the thread
Hammra ut bucklor - To beat out bosses
Handsmidd - Hand wrought
Handtag - Handle
Hantverkare - Craftsman,Artisan
Härdning - Hardening
Högergänga - Right hand thread
Inställning - Adjustment
Jämntjock - Of even thickness
Kallbearbeta - To cold work
Kanna - Jug
Kant - Border,Edge
Kapa av - To cut of
Klämma - Clamp
Kona - Taper,Cone
Kopparplåt - Copper sheet
Konkav - Concave
Konvex - Convex
Krumcirkel - Calipers
Kullager - Ball bearing
Lagerhus - Bearing housing
Lagerspel - Bearing play
Legering - Alloy
Ljusstake - Candlestick
Lod - Solder
Längdmått - Linear measure
Lättbearbetad - Easy to work
Löda - To solder
Lödfog - Soldered seam
Lödsyra - Acid flux
Lödtråd - Soldering wire
Mall - Templet
Mattpolera - To flat polish
Metallblåsa - Flaw
Metallskrot - Waste metal
Metallspån - Shavings
Metalltryckare - Metal spinner
Mjukglödga - To soft anneal
Mjuklod - Spelter solder
Mjuklödd - Sweated tigether
Montera - To put together
Muttergänga - Female thread
Mått - Dimension
Mässingsplåt - Brass sheet
Nit - Rivet
Nysilver - Argentan
Orundhet - Ovality
Oädel metall - Base metal
Patron - Mandrel
Planskiva - Clamping plate
Plåtvalsverk - Rolling mill
Remskiva - Pulley
Rondell - Metal circular blank
Rondellsax - Curve shears
Roterande dubb - Tailstock live centre
Skev - Warped
Skägg - Burr
Slaglödning - Brazing
Slö egg - Blunt edge
Smörjnippel - Nipple for grease gun
Spänna fast - To clamp
Stålplåt - Steel sheet
Svarv - Lathe
Svårbearbetad - Hard to work
Söm - Seam
Tallrik - Plate
Tennplåt - Pewter sheet
Tryckning - Spinning
Tryckstål - Spinning tool
Trycksvarvare - Metal spinner
Trycksvarvning - Metal spinning
Varv per minut - R.P.M
Ädelmetall - Precious metal
![]()
TRYCKSVARVNING 1909 OCH 1912
Genom att klicka på länken HÄR , så kan du studera ett till svenska översatt avsnitt ur boken METAL SPINNING PRINCIPLES OF THE ART, AND TOOLS AND METHODS USED (2:a utgåvan, 1912). Texten troligen skriven 1909 av C. Tuells. Samt även ett kapitel ur en annan bok, METAL SPINNING från 1909. Vilket verkar ha varit ett gott år för trycksaker i detta ämne. Författare var Fred D. Crawshaw. Originaltexterna finns i den engelska avdelningen.
 TILLBAKA
TILLBAKA
©Jan Lindström 2015-2024