

Basically will in a lathe a round sheet of metal (blank), be spun over a form (mandrel). This will be done successively, with the help of a handhold spinning tool. The movements of the tool, has to be smooth and even, otherwise could the material crack or be deformated. At more advanced spinning, will the form only give minor support. Often has the spinner to work in several steps, then with different tools.
In the image are A the lathes headstock, B is a mandrel (form to spin on). C is a follower. This will press the round sheet (blank) firmly, between the mandrel and the tailstock. D is the shaft of the tailstock. Number 1-5 shows different stages, when the round sheet changes into an item.
afTRYCK
The following comes from afTRYCK, which you can download HERE. There are only parts visible here, without any real links between them.

HISTORY 2
More reliable proof comes from the Roman Empire. The helmets carried by the legioners were to some extent made by spinning. This at least when we talk of such made of brass. Helmets of steel should by some information, been to hard to work. The quality of aviable materials may also be something to consider. Metal spinning demands sheets of good standard. I presume that most items of this sort were battered with a hammer. Items as helmets were though made in large numbers. As maybe the only alternative, must spinning have been a radical step forward.
Well it`s known that the Romans used waterpower to run other kinds of machinery. In theory so could the streaming water had been the provider for work of heavier spinning. But if this was anytime a reality, is a totaly different question.

HISTORY 9
When we now take a look into the industrial days, so will we meet a flat-belt driven lathe, that get its power from above. This was a product of the 1800-s but was still hanging around a good way into the next century. The point of using one central power-supplier, feeding several machines, was most of all economical.
The picture shows a headstock with different sized pulleys. From one of them is a flat-belt seeking its way upwards to the transmission.
SPINNING 4
When a blank (the work-piece) are located at its position (between the mandrel and a follower) will it often be somewhat of-centre. This is corrected by loosing somewhat on the tailstocks wheel, and then with a tool pushing the blank into a centered position. This tool can be a piece of steelrod or similar.
The work-piece has in most cases to be lubricated. This to reduce the friction that occures between the tool and the blank. A good lubricator should be so stiff that it not splashing around. A smaller amount are often better then the opposite. It shall also be easy to remove afterwards.
SPINNING 10
If you can´t make it in one step, do it in twice (or more). Here has the part been pre-spun once, and then placed over a second mandrel (dividable or only partly supporting), to be worked once more.
Spinning with only partly support of a form (mandrel) can be seen as "spinning in the air".

EQUIPMENT 1
The metal spinning lathe, can be described as more of a sturdy wooden-lathe, then an ordinary metal (capstan) one. Special features are the robust tailstock and the toolrest with holes (for a supporting steelpin).
The picture shows a lathe with:
1- Headstock/Transmission housing
2- Mandrel(form you spin on)
3- Follower(Holdes the blank between the mandrel and the
tailstock)
4- Tailstock
5- Toolrest/Toolpost

EQUIPMENT 10
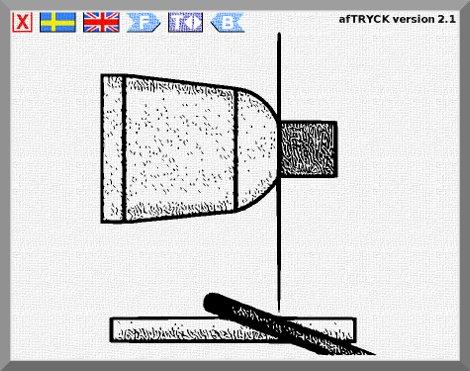
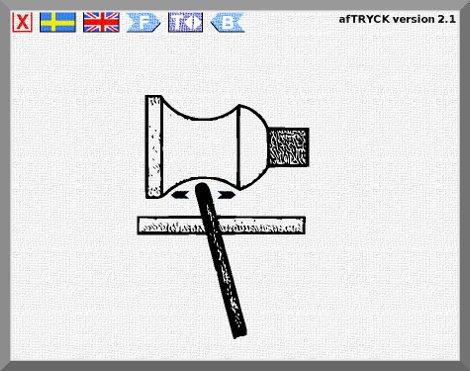
To fold back a rim and for example make it rounded (bead), will a special tool be used. These can be fixed, but also in form of a rotating role. The picture shows only the tip of the tools. In reality has they a long wooden handle, similar to the spinning tool.
You can though fold a rim with just a piece of wood or a bit of flat metal. But the quality of the work will in the long run, probably be better with real equipment.

SUPPLEMENT 1
Different shapes makes the work more or less easy. If you have high demands on looks and measures, so is a cylinder somewhat harder then a taper. This because a straight surface unveils even smaller misstakes. The taper are good in such a way that it gives more and more support, during work.
The item down-below are a half-deep dish/plate. These items are normaly only spun a short distance and has also good support from the mandrel and follower. But the diameter of the blanks can be quite big, so folding a rim on a large item like this can be heavy.
WORDLIST ENGLISH-SWEDISH
Acid flux - Lödsyra
Adjustment - Inställning
Alloy - Legering
Aluminium sheet - Aluminiumplåt
Anneal - Glödga
Argentan - Nysilver
Artisan - Hantverkare
Axelshaft - Drivaxel
Ball bearing - Kullager
Bearing housing - Lagerhus
Bearing play - Lagerspel
Base metal - Oädel metall
Bevel - Fas
Blunt edge - Slö egg
Border - Kant
Brass sheet - Mässingsplåt
Brazing - Slaglödning
Burr - Grad, Skägg
Calipers - Krumcirkel
Candlestick - Ljusstake
Centralizer - Centreringsverktyg
Centre - Dubb
Centre distance - Dubbavstånd
Centre height above bed - Dubbhöjd över prisma
Clamp - Klämma
Clamping plate - Planskiva
Coarce thread - Grovgänga
Concave - Konkav
Convex - Konvex
Copper sheet - Kopparplåt
Craftsman - Hantverkare
Cup - Bägare
Curve shears - Rondellsax
Deburring - Avgradning
Dimension - Mått
Easy to work - Lättbearbetad
Edge(on sharp tool) - Egg
Edge - Kant
Female thread - Muttergänga
Flange - Fläns
Flaw - (Metall)blåsa
Follower - Försättare
Handle - Handtag
Hand wrought - Handsmidd
Hardening - Härdning
Hard to work - Svårbearbetad
Jaw - Chuck
Joint - Fog
Jug - Kanna
Lap - Fog
Lapjoint - Falsfog
Lathe - Svarv
Linear measure - Längdmått
Mandrel - Patron
Metal circular blank - Rondell
Metal spinner - Trycksvarvare, Metalltryckare
Metal spinning - Trycksvarvning, Metalltryckning
Nickle clad sheet - Förnicklad plåt
Nipple for greasegun - Smörjnippel
Of even thickness - Jämntjock
Ovality - Orundhet
Pewter sheet - Tennplåt
Play - Spel
Pitch of centres - Dubbhöjd
Precious metall - Ädelmetall
Pulley - Remskiva
Right hand thread - Högergänga
Rivet - Nit
Rolling mill - Plåtvalsverk
R.P.M.(Rotations per minute) - Varv per minut
Seam - Söm
Shavings - (Metall)spån
Smooth grinding - Blankpolering
Solder - Lod, Lödtråd
Soldered seam - Lödfog
Soldering wire - Lödtråd
Spelter solder - Mjuklod
Spinning - Tryckning
Spinning tool - Tryckstål
Steel sheet - Stålplåt
Sweated together - Mjuklödd
Tailstock - Dubbdocka
Tailstock live centre - Roterande dubb
Taper - Kona
The lead of the thread - Gängstigning
Thread - Gänga
To batter - Driva
To beat out bosses - Hammra ut bucklor
To clamp - Spänna fast
To cold work - Kallbearbeta
To cut off - Kapa av
To flat polish - Mattpolera
To put together - Montera (ihop)
To soft anneal - Mjukglödga
To solder - Löda
To tighten - Dra fast
Toolpost - Anhåll
Toolrest - Anhåll
Warped - Skev
Waste metal - Metallskrot
![]()
METAL SPINNING 1909 AND 1912
By clicking the link HERE, can you study a section of the book METAL SPINNING PRINCIPLES OF THE ART, AND TOOLS AND METHODS USED (second edition, 1912). The text is probably written 1909, this by C. Tuells. Also available is a chapter from another book with the short but accurate title METAL SPINNING (by Fred D. Crawshaw). This published in 1909, a good year for this type of reading, apparently. Translations is to be found in the Swedish section.
 BACK
BACK
©Jan Lindström 2015-2026